Desmistificando o Cálculo da Disponibilidade no OEE
No universo da eficiência operacional, o OEE (Overall Equipment Effectiveness) é uma métrica fundamental para medir o desempenho dos equipamentos de produção. Um dos componentes-chave do OEE é a disponibilidade, que reflete o tempo em que um equipamento está disponível para produção em relação ao tempo total planejado. Vamos explorar detalhadamente o que é a disponibilidade, como é calculada e alguns aspectos importantes a serem considerados.
O que é Disponibilidade no OEE?
A disponibilidade é uma medida da capacidade de um equipamento de estar operacional e pronto para produção quando necessário. Em outras palavras, é o tempo durante o qual o equipamento está efetivamente disponível para executar as tarefas de produção programadas. Isso inclui o tempo em que o equipamento está em funcionamento, excluindo paradas não planejadas, tempos de setup e manutenção corretiva.
Como Calcular a Disponibilidade?
- Registre o tempo total planejado para produção.
- Subtraia o tempo de paradas não programadas, incluindo manutenção corretiva, ajustes de setup e outras interrupções não planejadas.
- Divida o tempo de produção real pelo tempo total planejado e multiplique por 100 para obter a disponibilidade em percentual.
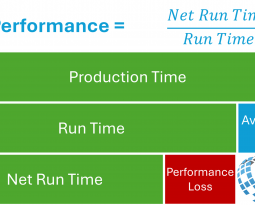
O cálculo da disponibilidade segue uma fórmula simples:
Disponibilidade = [Tempo Total Planejado] / [Tempo de Produção Real] ×100%
Onde:
- Tempo de Produção Real: O tempo durante o qual o equipamento está realmente em operação, excluindo paradas não planejadas e tempos de setup.
- Tempo Total Planejado: O tempo total planejado para a produção, incluindo o tempo de operação e as paradas programadas.
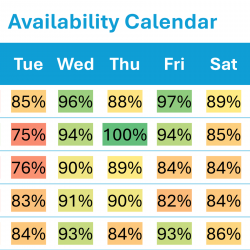
Exemplos de Baixa, Média e Alta Disponibilidade:
- Baixa Disponibilidade: Um equipamento tem uma disponibilidade de 80% devido a frequentes paradas não planejadas para manutenção corretiva.
- Média Disponibilidade: Um equipamento tem uma disponibilidade de 85%, o que indica um nível razoável de eficiência operacional, mas ainda com espaço para melhorias.
- Alta Disponibilidade (Nível Classe Mundial): Uma empresa alcança uma disponibilidade de 95% ou mais em seus equipamentos, refletindo práticas de manutenção proativas, eficiência operacional e mínimas interrupções não planejadas.
Principais Erros ao Calcular Disponibilidade:
- Não Registrar Todas as Paradas: Falhar em registrar todas as paradas não planejadas pode levar a uma subestimação da indisponibilidade do equipamento.
- Incluir Tempos de Setup: Os tempos de setup devem ser excluídos do tempo de produção real ao calcular a disponibilidade, pois representam atividades planejadas e não paradas não programadas.
- Inconsistência nos Critérios de Contagem: Utilizar critérios diferentes para contabilizar o tempo de produção real e o tempo total planejado pode levar a cálculos imprecisos de disponibilidade.
Fraudes Comuns no Cálculo da Disponibilidade:
- Manipulação dos Registros de Tempo: Alterar os registros de tempo para subestimar o tempo de paradas não planejadas ou inflar o tempo total planejado, resultando em uma disponibilidade aparentemente maior do que a real.
- Ignorar Paradas Não Planejadas: Deliberadamente omitir paradas não planejadas dos registros de tempo, apresentando uma imagem falsamente positiva do desempenho do equipamento.
- Falsificar Atividades de Manutenção: Registrar atividades de manutenção corretiva como manutenção planejada para minimizar o impacto na disponibilidade.
Uso de Média Ponderada para Calcular Disponibilidade:
Em algumas situações, é necessário utilizar uma média ponderada para calcular a disponibilidade, especialmente quando diferentes equipamentos têm importância variável para o processo de produção. Por exemplo, uma empresa tem três máquinas com diferentes pesos:
- Máquina de Baixa Importância (Peso: 10%, Disponibilidade: 50%)
- Máquina de Média Importância (Peso: 30%, Disponibilidade: 75%)
- Máquina de Alta Importância (Peso: 60%, Disponibilidade: 100%)
Para calcular a média ponderada da disponibilidade, utilizamos os pesos atribuídos a cada máquina:
Disponibilidade Ponderada = (0,1×0,5) + (0,3×0,75) + (0,6×1) = 0,05 + 0,225 + 0,6 = 0,875
Portanto, a disponibilidade ponderada seria de 87,5%. Comparando com a média simples das disponibilidades das três máquinas (75,83%), podemos ver que a média ponderada leva em consideração a importância relativa de cada máquina no processo de produção.
Em resumo, compreender e calcular a disponibilidade de forma precisa é essencial para avaliar o desempenho operacional e identificar oportunidades de melhoria. Evitar erros comuns e práticas fraudulentas é fundamental para garantir a integridade dos dados e tomar decisões informadas com base nos resultados do OEE. Além disso, em casos onde a importância relativa dos equipamentos varia, a utilização de média ponderada pode fornecer uma visão mais precisa da eficiência operacional da empresa.